What is the heat treatment industry? Why does the heat treatment industry need to conduct gas analysis?
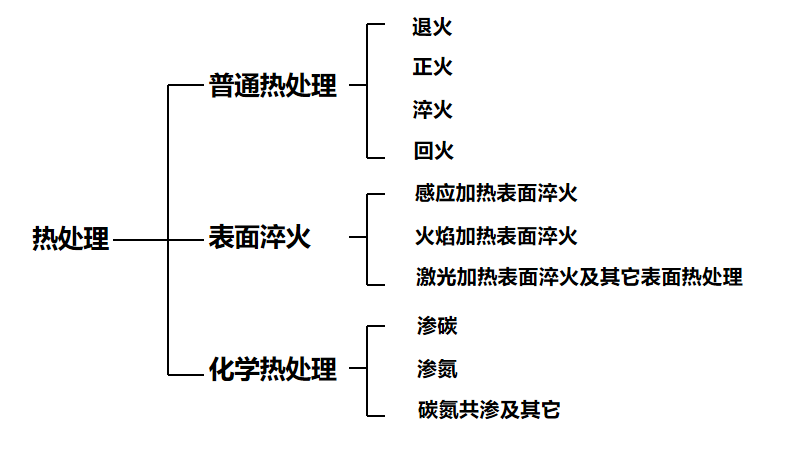
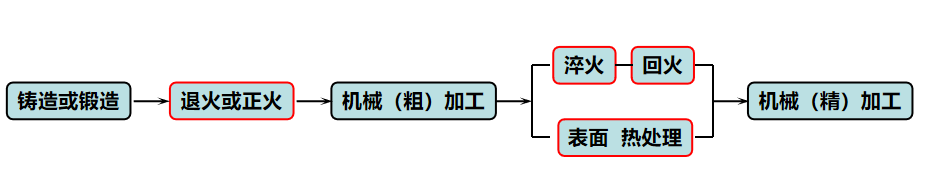
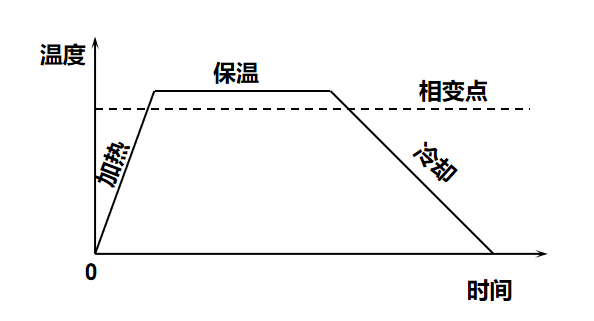
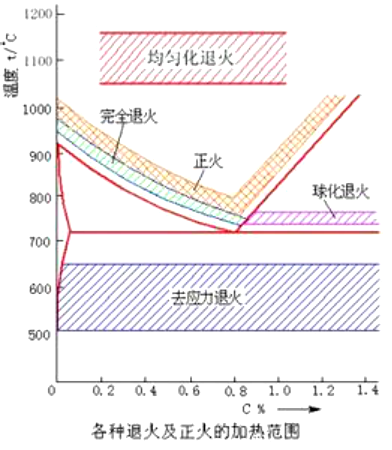
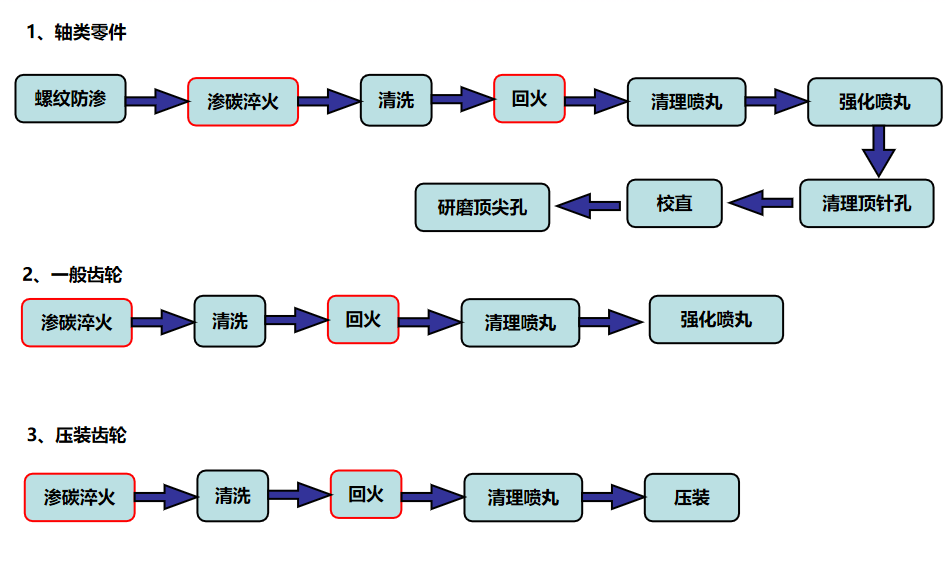
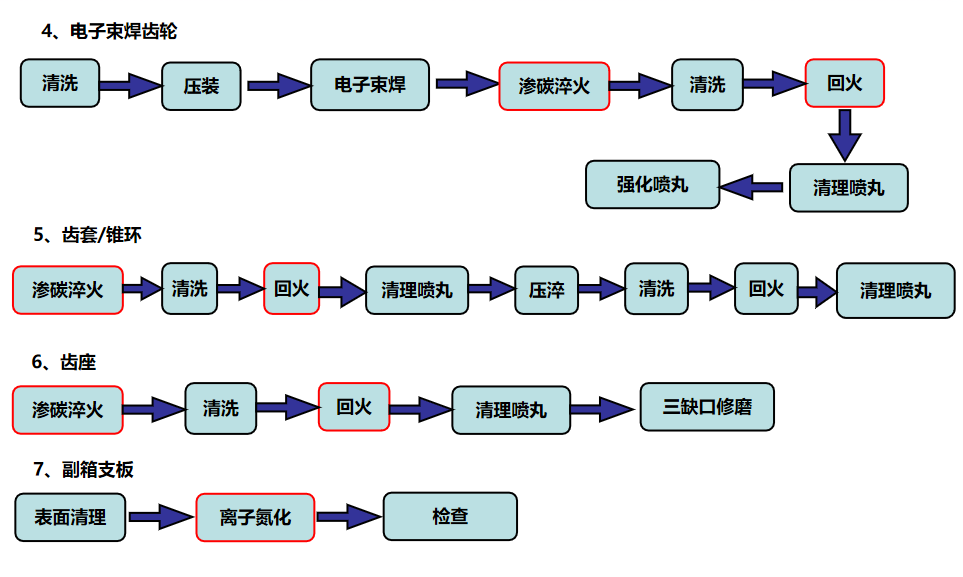
Heat treatment is a process of heating the workpiece in a medium to a certain temperature and holding it for a certain time, and then cooling it at a certain speed to change the structure of the metal, thereby changing its properties (including physical, chemical and mechanical properties). For example, increase or decrease the hardness, strength, elasticity, toughness, and plasticity of metal materials. The heat treatment of steel refers to the process of heating, holding and cooling steel in a solid state in an appropriate manner to obtain the required structure and performance. Eliminate defects in blanks (such as castings and forgings), improve its process performance, and prepare for subsequent processing; significantly improve the mechanical properties of steel, so as to give full play to the potential of steel, and improve the performance and service life of parts. As the heat treatment process becomes more and more extensive, the shape and size of the workpieces that need to be heat treated are gradually showing diversity, which requires more and more characteristics of the heat treatment furnace, so there are many types of products on the market. What are the types of heat treatment furnaces? This should be divided according to different situations: (1) According to the highest temperature: furnace temperature greater than 1000 ℃ is high temperature heat treatment furnace; 650 ~ 1000 ℃ is medium temperature heat treatment furnace; below 650 ℃ is low temperature heat treatment furnace; (2) According to the mechanization method: roller hearth furnace, walking furnace, trolley furnace, external mechanized chamber furnace, chain furnace, rotary hearth furnace, vibrating hearth furnace, bell furnace, etc.; (3) According to the production operation mode: periodic and continuous heat treatment furnaces; (4) According to the main types of heat treatment processes: chemical heat treatment furnaces such as solid solution, quenching, normalizing, tempering, annealing and carburizing; (5) According to heating methods: direct heating methods, such as open fire furnaces, etc.; indirect heating methods, such as radiant tube furnaces, muffle furnaces, etc.; (6) According to heating sources: there are coal-fired furnaces, oil-fired furnaces and gas furnaces that use fuel combustion as the heat source; in addition, there are resistance furnaces, electrode furnaces, and induction heating furnaces that use electric energy as the heat source; (7) According to the heating medium in the furnace: use gas as the heating medium, such as air, flue gas, controlled atmosphere, vacuum, etc.; use liquid as the heating medium, such as molten salt, molten lead, etc.; use solid as the heating medium , Such as a flowing particle furnace. 3.2 Different classifications according to heating and cooling methods 3.3 Production classification In production, heat treatment is generally divided into two types: preliminary heat treatment and final heat treatment. The manufacturing process of generally more important parts is roughly as follows: Annealing and normalizing in the above figure are preparatory heat treatments, which are heat treatments to eliminate the defects caused by the previous process and prepare for the subsequent machining and final heat treatment. Quenching and tempering (or surface heat treatment) in the above figure are the final heat treatments, which are heat treatments to make the parts meet the performance requirements. 4.1 Basic heat treatment process curve and process     Although there are many heat treatment methods, any heat treatment process consists of three stages: heating, heat preservation, and cooling. The figure below shows the basic heat treatment process curve. Annealing: A heat treatment process in which the workpiece is heated to an appropriate temperature, kept for a certain period of time, and then slowly cooled. According to the steel composition, annealing process and purpose, annealing is often divided into complete annealing, isothermal annealing, homogenization annealing, spheroidizing annealing and stress relief annealing. Normalizing: A heat treatment process in which the workpiece is heated to above the transformation point (Ac3, Accm) and completely austenitized, and then cooled in air to obtain a finer pearlite-based structure. Normalizing is essentially a special case of annealing. The main difference between the two is that the cooling rate of normalizing is faster. Compared with annealing, normalizing has higher mechanical properties, shorter production cycle and less energy consumption. Therefore, if the requirements are met, normalizing is given priority. Quenching: A heat treatment process in which the workpiece is heated to a temperature above the Ac3 or Ac1 point, austenitized by holding it for a certain period of time, and then rapidly cooled at a rate greater than the critical cooling rate of martensite, thereby causing martensite transformation. It is the most important heat treatment method for strengthening steel. Tempering: A heat treatment process in which the quenched workpiece is reheated to a temperature below A1, kept for a certain period of time, and then cooled to room temperature. After quenching, martensite can obtain different structures at different temperatures and thus have different mechanical properties to meet the requirements of various parts. Therefore, it is generally necessary to perform tempering after quenching. Quenching is to prepare the structure for tempering, and tempering determines the final structure and performance of the workpiece after heat treatment. According to the tempering temperature range, tempering can be divided into low temperature (150-250℃), medium temperature (350-500℃) and high temperature (500-650℃) tempering. Quenching and tempering refers to the heat treatment that combines quenching and high temperature tempering. 4.2 Purpose and difference of the "four fires" in heat treatment The four heat treatments are: annealing, normalizing, quenching and tempering. Annealing: A metal heat treatment process that slowly heats the metal to a certain temperature in the furnace, keeps it for a long time, and then cools it at an appropriate speed. The purpose is to soften the processed materials or workpieces that have been cast, forged, welded and cut. Improve plasticity and toughness, homogenize chemical composition, remove residual stress, or obtain expected physical properties. The purpose of annealing: eliminate stress, improve cutting, and reduce hardness Normalizing: The difference from annealing is that the cooling speed is fast, and the cooling is in the air (understood as an electric fan and then blowing) The purpose of normalizing: comprehensive balance Quenching: The difference from annealing is to cool in water and oil after heating The purpose of quenching: to improve hardness; however. Toughness and plasticity will deteriorate Tempering: Improve toughness by reheating to a certain temperature after quenching and air cooling after heat preservation The purpose of tempering is to improve toughness, and tempering is divided into three ways: low, medium and high temperature: Low temperature: reduce internal stress and reduce brittleness Medium temperature: improve elasticity and strength High temperature: improve overall performance Quenching and tempering are two brothers, and they are usually processed together! 5. Application of heat treatment Various furnaces are available for heat treatment, such as controlled atmosphere furnace, carburizing, annealing, bluing, etc. At present, we have a performance continuous annealing furnace BAB furnace (BAB-Burning-Annealing-Bluing), degreasing, annealing, bluing , There is also a BB furnace, degreasing and bluing. 5.1 BAB furnace : Degreasing: The heating method volatilizes and burns the grease on the surface of the workpiece to remove it. Annealing: A metal heat treatment process that slowly heats the electric furnace metal to a certain temperature, keeps it for a long time, and then cools it at an appropriate speed. The purpose is to soften the processed materials or workpieces that have been cast, forged, rolled, welded and cut to improve plasticity And toughness, homogenize the chemical composition, remove residual stress, or obtain the expected physical properties. Bluing: A blue oxide film with a thickness of about 0.5μm~1.5μm formed on the surface of black metal after "bluing" treatment. The outer layer is mainly ferroferric oxide and the inner layer is ferrous oxide 5.2 Why does the concentration of CO, CO2 and O2 in the furnace need to be tested? 1. Measuring the CO concentration in the carrier can be used to correct the carbon potential of the furnace. 2. Measure the concentration of CO and CO2 to find possible problems (such as carbon black, water leakage, gas leakage and radiation tube leakage) 3. Too much surplus methane can indicate a problem with the furnace earlier 4. Measure the CO concentration to reflect the efficiency of methanol cracking. The equilibrium of the reaction is related to temperature CH3OH-CO + 2H2 5. The rupture and leakage of the radiant tube will cause oxygen and moisture in the air to enter the furnace. Oxygen reacts with iron at high temperature to form iron oxide (Fe2O3). The moisture reacts with iron at high temperature to form ferroferric oxide (Fe3O4), which will directly cause the workpiece in the furnace to be damaged. Oxidize and produce defective products (scrap products). 5.3 Analysis of furnace atmosphere Residual oxygen/CO/CO2/H2/CH4/dew point online analysis system of heat treatment furnace a. Adapt to working conditions Sampling distance ≤30m Sample gas dust concentration ≤50mg/m3 Sample gas pressure 0kPa~50kPa Sample gas temperature ≤200℃ Sampling point Furnace gas outlet b. Working conditions Ambient temperature 4℃-45℃ Relative humidity ≤85% Power supply AC220V50Hz 200W signal cable RVVP4*0.75mm2 Ambient air pressure The altitude is less than 2500m Air velocity ≤0.5m/s work location Level other requirements 1. No direct sunlight 2. No strong electromagnetic field interference 3. No mechanical vibration c. Analysis unit TY-6061 laser oxygen analyzer model TY-7030 Installation location and method Inside the analysis cabinet, it is connected to the pretreatment system. Basic parameters: power supply 220VAC 50/60HZ Output 4-20mA analog output (for component content output) or RS485 serial signal output Man-machine interface Front panel LED touch screen Measurement methods TDLAS (tunable semiconductor laser absorption spectrum) Range Oxygen: 0-2%VOL Resolution 0.01% Host power supply 220VAC±5%, 50/60Hz Sample pressure 0 KPa to 150 KPa Response time T90≤10s Repeatability <1% FS Sample temperature Standard: -10℃ to 60℃ d. Analysis unit TY-6300 infrared analyzer model TY-6300 Installation location and method Inside the analysis cabinet, connected to the pretreatment system Basic parameters: power supply 220VAC 50/60HZ Output 4-20mA analog output (for component content output) or RS485 serial signal output Man-machine interface Front panel LED touch screen Certification SIL2 instrument functional safety certification, ISO9001 quality system certification Measurement methods Laser, infrared, thermal conductivity, electrochemistry Range CH4: 0-30%VOL, CO2: 0-25%VOL, H2: 0-30%VOL, CO: 0-60%VOL, according to actual needs, the range can be customized before delivery) Resolution 0.01% Host power supply 220VAC±5%, 50/60Hz Sample pressure 0KPa to 50 KPa Response time T90≤15s measurement accuracy <±2% FS Repeatability <1% FS Car Prototype,Car Prototype Processing,Automobile Prototype,Car Model ShenZhen Jakeconn Precision Technology Co., Ltd. , https://www.jakeconn.com